








A sensor head follows the shape of tooth face and is inserted into each tooth-space during a rotation of the measured part. While the sensor head itself conducts a rotation movement, the moment is monitored in which the head touches both tooth face. This maximum, as recorded by an induction sensor, represents over-the balls diameter.
All measures parameters fulfils all accuracy requirements Cg, Cgk ≥1,33 (e.g. during of common gearing measurement is ± 0,5 µm). Notice: They were measured also sorted precision gearings for balancing motor housings with total tolerance field of Mdk 6 µm. The measurement result is fairly independent of the user. A complete measurement cycle according to moduls and number of teeth is c. 30 seconds. The four most important characteristics for the process control are provided to the worker at the production machine, if the measuring station is deployed in the production.
Due to the high flexibility of this system it can be used even for smaller series is granted by a simple readjustment for different technological operations (hobbing, shaving, grinding).
Device readjustment for other gear type takes c. 2 minutes. Measuring station can measure also special gear types as synchronous gearing, inner and outer splines, screw gearing, worm gearing etc.







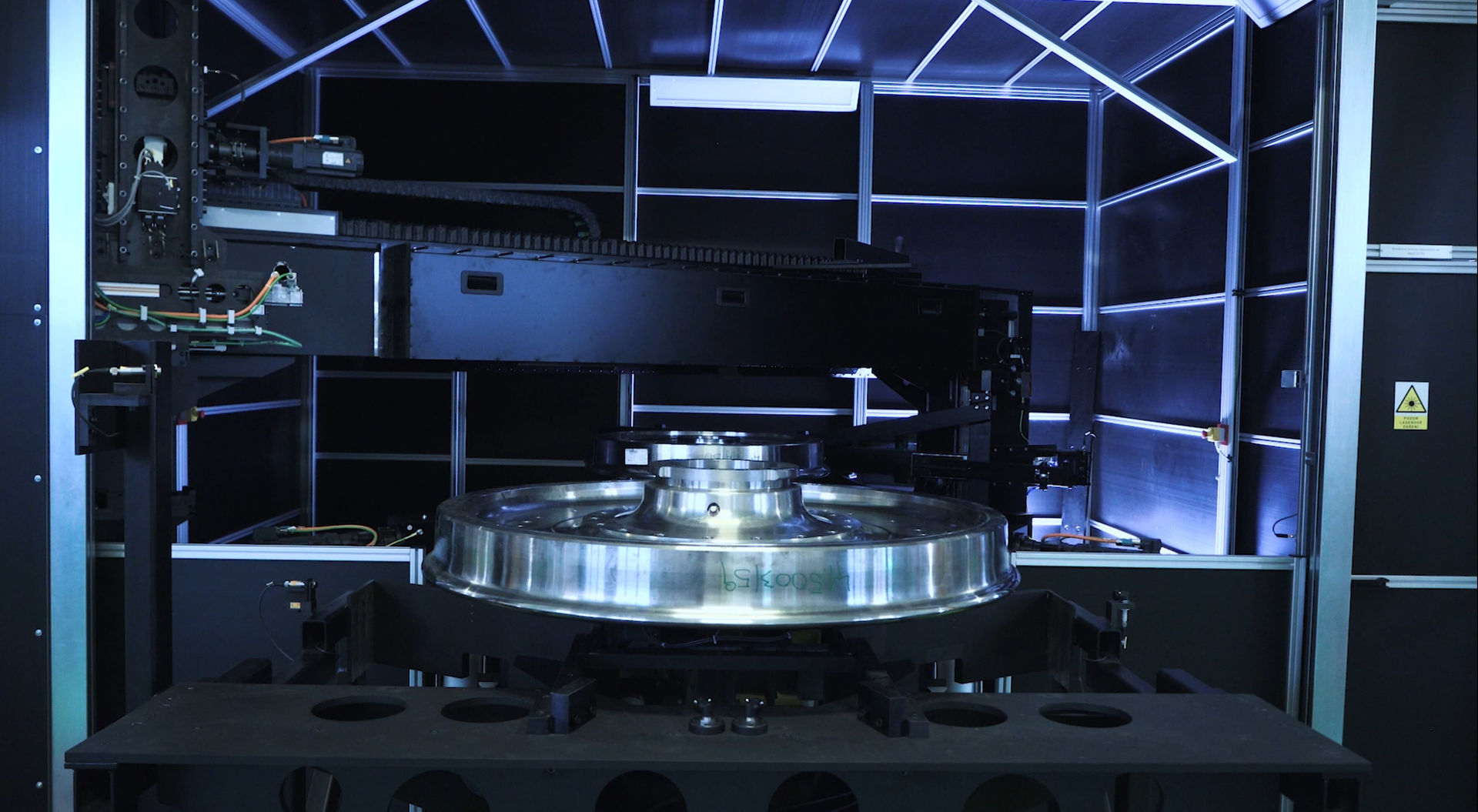
Automatic measuring station for dimensional control of differential housings
Zjistit více
Precision cylindrical surfaces
The measuring station designed for diameter, straightness and cylindricity jet bore measurement consists of a rigid foundation plate.
Zjistit více
