


Automatic measuring station for measuring of railway wheels geometric dimensions
The automatic measuring complex developed by company Amest is designed to measure complete geometry of railway wheels
Zjistit více
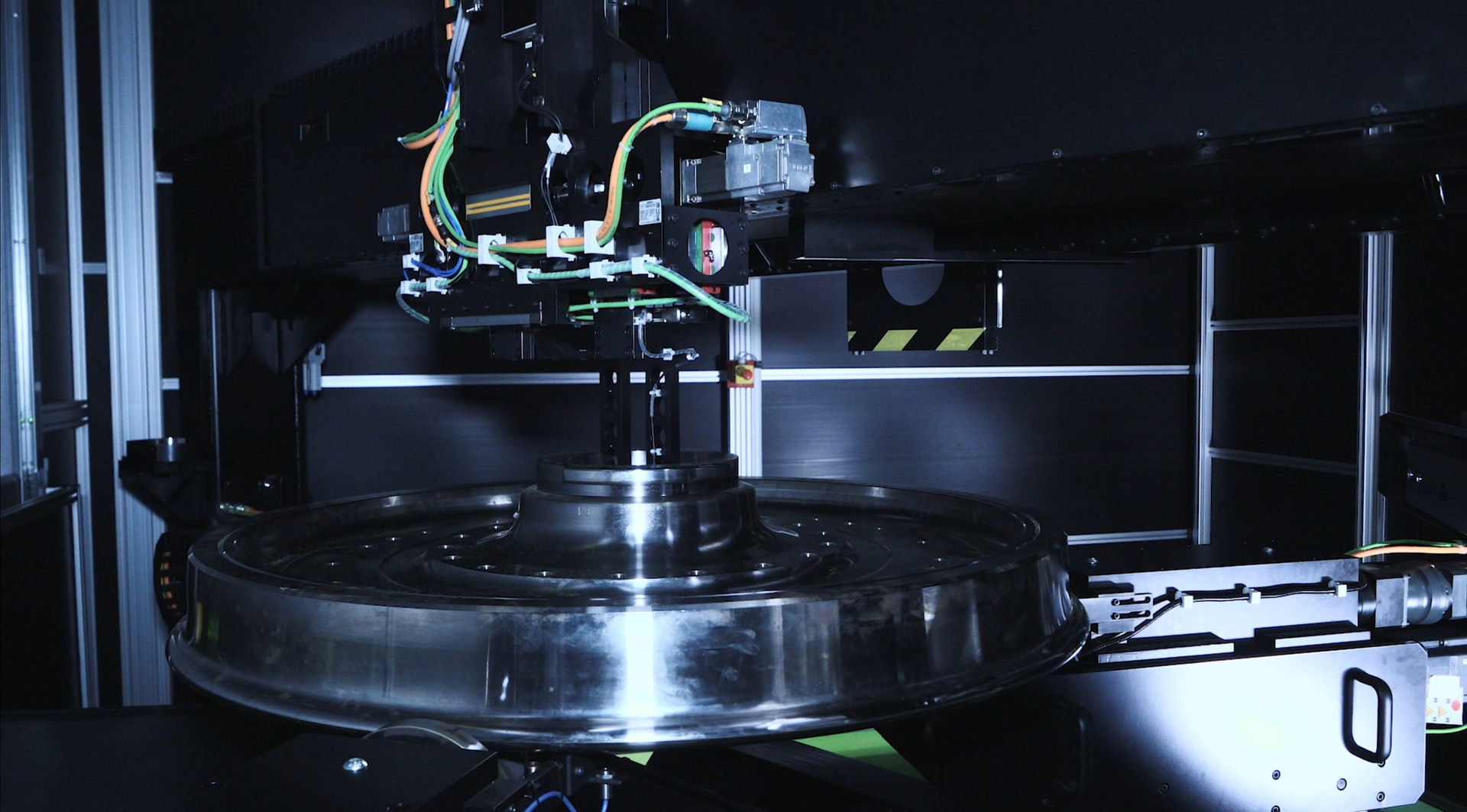
The automatic measuring complex developed by Amest is used to make a complete check on wheels manufactured in non-stop three-shift serial production. The station is easy to set for all types and dimensions of wheels manufactured in the client’s factory, i.e. from small tram wheels to huge locomotive wheels. To ensure reliability of optical components the entire station is situated in a lockable compartment with opaque sliding walls and an inner roller-blind to keep it sheltered and protected against light. The output of the station – checking 60 wheels an hour, including assessment and statistical processing of the results – can match the tempo of the client’s production line by a sufficient margin.

Automatic measuring station for measuring of railway wheels geometric dimensions
The automatic measuring complex developed by company Amest is designed to measure complete geometry of railway wheels
Zjistit více
Automatic measuring station for measuring of wheel-sets geometric dimensions
The automatic measuring station developed by company Amest is designed to measure complete geometry of railway wheel-sets
Zjistit více
Visual, dimensional and geometric checking device for measurement of forged railway axles
Automatic measuring station for visual, dimmensional and geometry measurement of railway axles after forging
Zjistit více
Automatic measuring station for geometry control of final railway axles
Geometry control of final railway axles in serial production
Zjistit více
NDT testing of railway wheels and axles
Ultrasound and magnetic testing of railway wheels and axles
Zjistit více
AMEST inspection and measuring stations provide comprehensive inter-operational and final inspection of components or assembly
Products
AMEST tracking gauges are designed for checking the dimensions and shapes of workpieces and controlling the work cycle on cylindrical and cylindrical grinding machines.
Products
AMEST inspection fixtures are single-purpose devices without evaluation electronics that enable inexpensive, fast and simple inspection of manufactured components with minimal operator requirements.
Products





